Réalisation d'une Origine pour la réalisation des Jauges outils en Z
Étape 1
Il FAUT ÊTRE SUR OM
PAS D'OUTIL EN POSITION DE TRAVAIL
TOUTES LES JAUGES à ZÉRO
Étape 2
Prendre une cale étalon (Supérieur à 50mm) et relever sa valeur
Étape 3
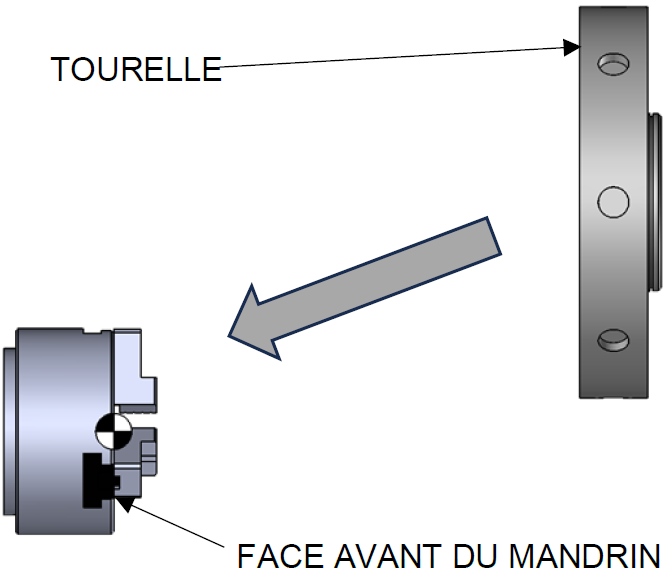
Déplacer la Tourelle vers le mandrin en Z pour que tourelle soit environ à la valeur de la cale par rapport à la face avant du mandrin
Étape 4
Il faut maintenant travailler avec précision pour que l’étalon glisse précisément entre la tourelle et la face avant du mandrin
Étape 5
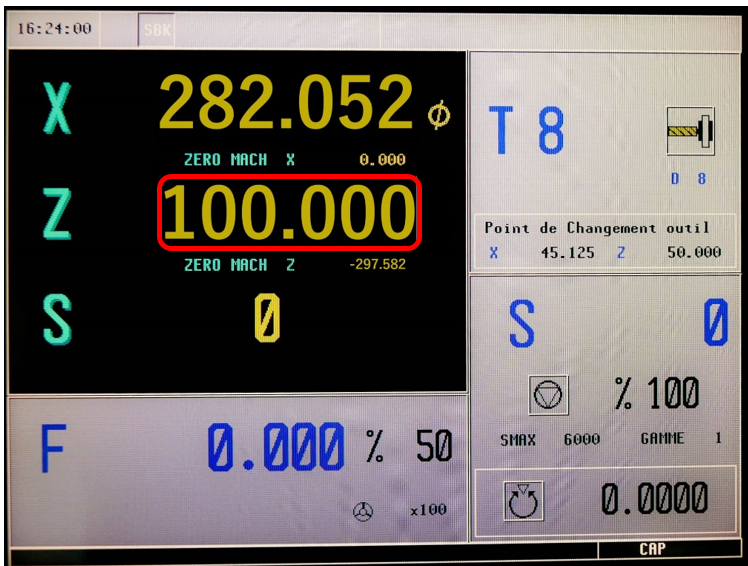
Il faut valider cette position sur la machine
Exemple :
Cale étalon = 100
Taper sur le DCN
Z puis 100 puis enter
Créé avec HelpNDoc Personal Edition: Optimisez sans effort votre site Web de documentation pour les moteurs de recherche